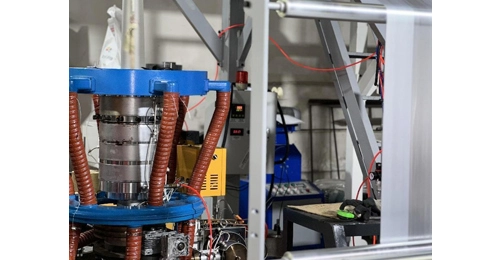
The ABA film blowing machine, compared to a single-layer machine, offers higher production efficiency and better film quality. This is due to the ABA film blowing machine utilizing ABA double extrusion technology, where ‘A’ represents the intermediate material and ‘B’ represents the outer layer material. By using different materials with varying extrusion melting temperatures and melt viscosities, combined with specific plasticizing conditions, the machine forms distinct middle and outer layers in the film, thereby enhancing its physical properties and durability.
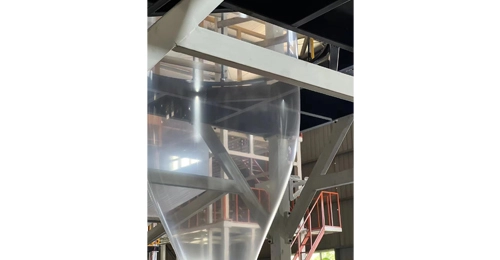
Additionally, the production speed of the ABA film blower is faster than that of a single-layer machine, making it suitable for the mass production of film products. It also results in less uneven film thickness and better surface luster. However, for small-scale production scenarios, a single-layer machine is more economical and practical.




")













")


")




























")




