1
Check whether the unit installation work is installed as required, and check that the bolts are fastened well.




")













")


")














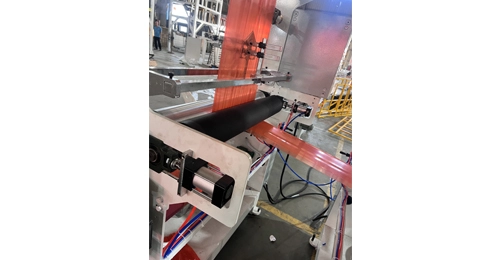
The production process of plastic film involves creating a high product transparency, flat film that can be used in various applications. This process can be fully automated, ensuring efficiency and consistency in production. The material used in this process is Polyethylene (PE), a versatile and durable plastic. This automated production process not only increases the production rate but also ensures the uniformity and quality of the plastic film produced.

It is used for blowing all kinds of low density polyethylene (LDPE), high density polyethylene (HDPE) color strip plastic film. Widely used in food, fruit, clothing, textiles, daily necessities and other civil and industrial products packaging.
Applicable raw materials | HDPE LDPE PE | |
Product width | 200-600 | 300-800 |
Product Thickness (mm) | 0.008-0.06mm | 0.008-0.06mm |
Maximum extrusion | 45kg/hr | 55kg/hr |
extruder | ||
Screw diameter(mm) | ¢ 40+¢40mm | ¢45+¢45mm |
Long diameter ratio of screw | 28:1 | |
Screw material | 38CRMOALA | |
Bucket material | 38CRMOALA | |
The cylinder cooling | 370w*2 | 370w*2 |
Host power (Kw) | 15kw | 18.5kw |
Conductor temperature control | 3+3 | 3+3 |
Average power consumption (Kw) | 20kw | 28kw |
Mold head | ||
die orifice (mm) | ¢70 | ¢100 |
temperature control | 2 | |
vane | 1 | |
fan (Kw) | 2.2kw | |
Center Stabilization Bar (HD) | 1 | |
Induction device | ||
Traction roll width | ¢165*650 | ¢165*850 |
Quotation speed(m/min) | 10-100m/min | 10-100m/min |
Elute the motor power(Kw) | 0.75kw | 1.5kw |
Up and down the passenger lift | 700mm | 700mm |
batch up gear | ||
The surface friction type | Surface friction type | |
Volume power(Kw) | 6kw | 6kw |
coiling speed (m/min) | 100m/mi | 100m/mi |
Occupation size(m) | 5.0*2.0*4.1 | 5.5*2.0*4.1 |
Express bag blowing machine is a commonly used plastic bag equipment, mainly used for the production of all kinds of plastic express bags. This paper will introduce the equipment process principle of the express bag film blowing machine.
Express bag film blowing machine is a kind of extrusion film blowing machine equipment, its main components include: feeding system, extruder, mold head, cooling system, winding, electrical system, etc. Among of the most important is the extruder and die head.
Check whether the unit installation work is installed as required, and check that the bolts are fastened well.
Check and add the reducer, the lubricating oil in the air compressor, and check the lubrication of each mechanical transmission component.
Check the power supply and electrical appliances, and all the parts should be grounded safely.
the material cylinder is not filled with plastic, full of plastic and the temperature does not meet the requirements, prohibited to start.

Check that there should be no foreign body in the feeding, raw materials shall not have iron chips or other substandard materials mixed with.
the material requirements should be dry, otherwise it should be pre-dried.
Check that the heating system and temperature measurement system of the unit are intact.
in the process of starting, irrelevant personnel should leave, to prevent the local overheating of the material out of the burn, to prevent the belt and mixing cylinder puncture, to prevent the hair, clothes are rolled in.
The temperature of the heating extruder body, nose, die head and control point is within the index.
If you drive after stopping for a long time, the constant temperature is 10-30 minutes after the heating temperature reaches the index range. If you drive within half an hour, a constant temperature is not needed.

Start the air compressor and stop when the storage cylinder pressure is 6-8kg / cm.

According to the film diameter, thickness requirements and production capacity of extruder, estimate the traction speed and steady bubble diameter.
After the temperature of each point meets the requirements, wear the labor protection supplies and start the tractor, blower and extruder in order.
When the mold outlet is uniform and consistent, wear gloves to slowly lift the tube blank, and close the end of the tube blank into the air regulating valve, so that a small amount of compressed air from the central hole of the core rod, and then carefully guide the stabilizing bubble frame and font plate, and wear through the traction roller and guide roller until it is rolled.

Check the thickness and width of the film, and adjust it to meet the requirements.
")












